在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区

引言
随着药品的卫生要求的不断提高,药品的包装设备无论是在卫生,包装速度上要求提高,还对设备的自动化,人性化,电气化都有了长足的进步。深圳步进科技公司利用其自主研发的EVIEW触摸屏和KINCO智能伺服,为一家药机设备制造商提供极具竞争力的解决方案CONTROL ENGINEERING China版权所有,本篇文章主要介绍就KINCO智能伺服部分的应用。
一.泡罩包装机工艺
设备图如下

图1:设备外形图
设备旧的传动部分结构图:
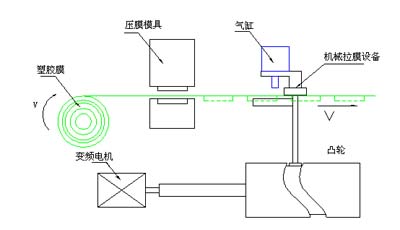
图2:基于凸轮的传动结构
运动工艺:
变频电机旋转一周,机械凸轮带动机械拉膜设备把塑胶膜给向后拉一段距离控制工程网版权所有,要求拉膜位置误差<±0.2mmwww.cechina.cn,20次拉膜的累计误差中也必须满足<±0.2mm。机械的效果基本达到了工艺的要求,但是因为机械凸轮的拉动长度是不可以改变的。所以当压膜模具改变之后就要连同机械凸轮一并更改,降低了生产效率。而且随着包装业要求的不断提高,为了消除累计误差,很多场合均采用了色标定长方式。而机械凸轮上就无法使用色标定长方式来消除累计误差。基于这样的原因,伺服系统就登
采用伺服系统的机械结构
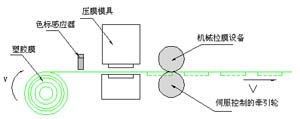
图3:采用伺服系统的传动结构
采用伺服系统的电气控制流程:
色标感应器信号
MT506触摸屏TwidoPLCKinco的ED伺服电机(34S42+ED200)
其他的逻辑动作
MT506触摸屏控制和修改TwidoPLC内部参数,然后用PLC控制伺服的I/O和修改伺服的运动参数,色标的信号直接连接到伺服驱动器中控制伺服电机的停止。
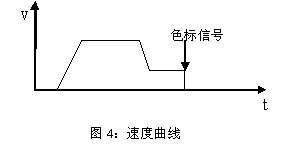
伺服的运动曲线为:
二.使用Kinco伺服的主要原因
1.TwidoPLC脉冲功能不强。在很多的大型或中型PLC中为了提高PLC的运算速度,都将高速的脉冲输出功能模块化。在PLC的CPU模块上往往没有高速脉冲输出口的。Kinco伺服具备智能功能,无需外部脉冲即可驱动电机动作。
2.设备在运行过程中有一段因为一些干扰源的启动导致PLC输出的高速脉冲受到电气干扰,令原有系统中的伺服出现误动作。而干扰在现场环境中是很令人头痛的事情。在设计系统时,应该尽量减少中间环节,利用Kinco驱动器中Seq编程功能自行实现电机的运动曲线,从而减少外部脉冲在传输过程中造成的干扰。
3.为了让设备的定位更加的准确,就要让伺服系统对色标信号反应更快。原来的系统是把色标信号进入PLC然后再让PLC控制伺服停止。但是普通的PLC运行周期一般都有20ms左右,这个系统因为程序比较多,运行周期有50ms。那么色标定位的误差就大到了不能接受的程度。用Kinco伺服的快速捕捉输入口来检测色标信号,可以将对色标的响应时间提高到64us,从而大大提高伺服电机的定位精度,该系统整个电气部分定位精度基本在0.1ms之内。
因为在步进报第一期中的《Kinco电机在铝塑泡罩包装机上的应用》比较详细的介绍了包装机中Kinco伺服的使用工艺,所以在这里就不再重复的介绍。
三.总结
包装机械要求的不断发展,效率的不断提高CONTROL ENGINEERING China版权所有,伺服电机的使用不论在固态药品和食品的包装中,而且也在液体袋装设备中不断的出现。工艺基本采取伺服定长控制,或是利用色标定长控制的模式。同时我们可以从选择Kinco伺服电机的方案中发现CONTROL ENGINEERING China版权所有,Kinco伺服的通讯控制功能、快速捕捉功能和内部Sequence编程等功能,在一些大型的设备中,相对传统脉冲伺服具有不可取代的作用。
 爱德克工业安全产品八大“金刚”有奖试用
爱德克工业安全产品八大“金刚”有奖试用 福禄克ThermoView TV30在线式热像仪
福禄克ThermoView TV30在线式热像仪 FOTRIC(飞础科)红外热像仪试用体验活动
FOTRIC(飞础科)红外热像仪试用体验活动 【看视频赢礼品】钢铁行业数字化解决方案
【看视频赢礼品】钢铁行业数字化解决方案 新一代HMI的力量——HMI/SCADA系统的现代化
新一代HMI的力量——HMI/SCADA系统的现代化