在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区

卸箱机是食品、医药行业瓶装自动化包装线中不可缺少的重要设备,其作用是自动从胶箱中取出空瓶,实现瓶箱分离的自动化生产,其工作质量直接影响整条生产线的协调动作和工作效率。但现在大多数的卸箱机只能针对一种瓶型,对于像啤酒行业中有不同的瓶型,而且要在生产中实时换瓶型的情况来说,这种卸箱机显然不能满足要求。
多瓶型卸箱机的系统结构
多瓶型卸箱机的组成
多瓶型卸箱机主体主要由进箱链、止箱阀、定位链、定位阀、出瓶平台、吸瓶架组成,控制系统采用的是siemens s7-300 plc、siemens masterdrivers mc伺服控制器及伺服电机,人机界面采用西门子的tp170a触摸屏。plc是核心程序的载体,负责各种控制信号的转化及伺服控制器的控制,最终控制各执行机构的运转与协调。每个伺服电机自有一套伺服控制单元,这样可以实现高精度、高动态响应的运行控制方式。伺服控制单元经profibus-dp总线与plc及tp170a触摸屏相连。自动控制系统网络结构如图1所示。

图1 自动化控制系统网络图
多瓶型卸箱机的工作原理
卸箱机工作时,装满空瓶的胶箱从进箱链进入卸箱机
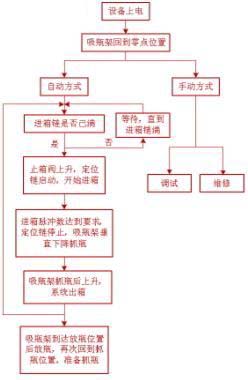
图2 控制系统流程图
多瓶型卸箱机的系统软件
多瓶型卸箱机的程序编写
为了实现卸箱机能实时在线更改瓶型的要求,同时也使程序清晰化,首先把卸箱机吸瓶架的抓瓶与放瓶动作划分为六个步骤,吸瓶架的运动路线如图3所示。
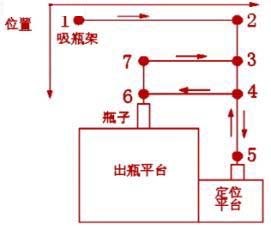
图3 吸瓶架运动路线图
点7到点3(点1到点2为系统刚上电后的第一次抓瓶时吸瓶架的水平前进 过程)为吸瓶架的水平前进过程;点3 到点5为吸瓶架的垂直下降抓瓶过程;点5到点4为吸瓶架的抓瓶后垂直上升过程;点4到点6为吸瓶架的水平后退过程;吸瓶架到达点6后,在点6处吸瓶架放瓶;点6到点7为吸瓶架放瓶后垂直上升过程。
在卸箱机的自动抓瓶过程中,利用伺服控制器的位置控制方式CONTROL ENGINEERING China版权所有,给出吸瓶架每次应到达的位置点,伺服控制器就会自动控制伺服电机以一定速度到达该位置后www.cechina.cn,然后使伺服电机停止转动。要实现卸箱机的实时在线更改瓶型功能CONTROL ENGINEERING China版权所有,关键是要能实时在线更改点5的位置参数。因此我们利用伺服控制器的位置控制模式,使吸瓶架的精确定位,达到实进在线更改瓶型的目的。操作人员根据生产用瓶子的高度在人机界面上设定瓶高后,经profibus-dp总线传输给plc, plc运算后,重新计算出点5的位置信息,然后经profibus-dp总线传输给伺服控制器,伺服控制器控制伺服电机转动一定的转数后停止,从而精确控制吸瓶架的抓瓶位置。
在多瓶型卸箱机系统中,plc编程使用step7 v5.3,step7是用于simatic可编程逻辑控制器组态和编程的标准软件包,它是simatic工业软件的组成部分,可以使用于带有各种功能的simatic s7-300/400系列plc。软件主要编程语言使用stl(语句表)、lad(梯形图)和fbd(功能框图)。
多瓶型卸箱机plc软件由ob(组织块)、fc(功能块)、db(数据块)和 sfc(系统功能块)四部分组成。ob(组织块)是操作系统和用户程序之间的接口。它们由操作系统调用并控制循环和中断驱动程序的执行以及plc启动,处理对错误的响应。sfc(系统功能)是cpu为用户提供了一些已经编好程序的块,可在程序中进行调用。db(数据块)用于存放程序工作时的变量数据,每个fc、ob可以从共享db中读取数据,或将数据写入共享db中。fc(功能块)是完成各种工艺功能的块,一个fc包含一个程序部分,如图4所示。
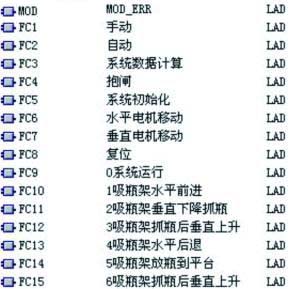
图4 卸箱机程序功能块
多瓶型卸箱机的人机界面
为了便于操作人员操作及参数设定,卸箱机的人机界面采用西门子的tp170a触摸屏。应用protool软件设计了八个画面来实现各种操作,每幅画面都有一个报警指示条www.cechina.cn,方便在任何操作下查看报警。其中实现在线实时更改瓶型功能主要是靠参数设定画面,如图5所示:
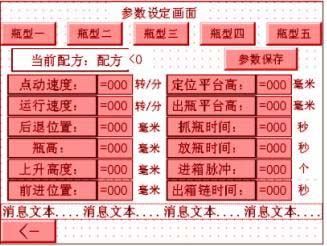
图5 卸箱机参数设定画面
参数设定画面共设计了五种瓶型的参数,已可以满足现场生产需要。要实现在线实时更改瓶型,只要点击相应的瓶型即可。各种瓶型的参数在调试期间已确定好,保存在了cpu的存储卡中,也可以在线更改瓶型参数。当前配方处显示当前已选择的瓶型。点动速度是指手动情况下电机的转速;运行速度是指自动情况下电机的转速;后退位置、前进位置、上升高度、定位平台高、出瓶平台高是在卸箱机安装时已确定好的,系统调试时输入实际值即可,在以后的运行中基本上不用更改。瓶高就是瓶子的实际高度,它是实现在线更改瓶型的主要参数。为防止操作人
 爱德克工业安全产品八大“金刚”有奖试用
爱德克工业安全产品八大“金刚”有奖试用 福禄克ThermoView TV30在线式热像仪
福禄克ThermoView TV30在线式热像仪 FOTRIC(飞础科)红外热像仪试用体验活动
FOTRIC(飞础科)红外热像仪试用体验活动 【看视频赢礼品】钢铁行业数字化解决方案
【看视频赢礼品】钢铁行业数字化解决方案 新一代HMI的力量——HMI/SCADA系统的现代化
新一代HMI的力量——HMI/SCADA系统的现代化