在线会议
在线会议 论坛
论坛 专题
专题 工控直播
工控直播 新闻中心
新闻中心 子站
子站 技术
技术 社区
社区

金属切削原理是研究金属切削加工规律的一门技术科学。金属材料的切削加工是用硬度高于工件材料的刀具在工件上切去一部分金属,从而得到满足要求的形状精度、尺寸精度和表面质量[1控制工程网版权所有,2]。研究金属切削加工规律对于提高产品质量和生产效率至关重要,故此金属切削原理是全国高校所有机械类专业基础课的必修内容。
金属切削过程可理解为切削层金属(工件上要被切去的金属层)受刀具的推挤后产生塑性变形,从工件上分离下来形成切屑的过程。切削层金属的变形是刀具给予力作用的结果,这个力就是切削力,它是金属切削过程中重要现象之一[1-4]。影响切削力的因素有很多控制工程网版权所有,切削速度对其影响有着较为特殊的规律。传统的实验中,切削速度受工件直径的影响,导致实验效果不明显,甚至不理想。
本文拟采用变频器实现机床主轴的无级调速,进而是切削速度也能无级变化,从而使每次实验都能得到较为理想的实验效果。
2切削速度对切削力的影响规律
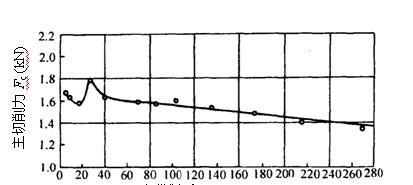
切削脆性金属材料时(如灰铸铁、铅黄铜等),切屑呈崩碎状,塑性变形小,刀-屑摩擦小www.cechina.cn,故切削速度对切削力的影响不大。但切削塑性金属材料时(如45 钢、球墨铸铁等),切削速度对切削力的影响如图1所示。一般地,切削力分为x,y,z方向的3个分力,其中z方向的分力为主切削力,用Fc表示。由图1可看出,Fc随切削速度vc的升高,呈现“减-增-减”的趋势,Fc-vc的这种关系又称为“驼峰曲线”,这主要是受积屑瘤的影响所致。塑性材料切削中,在 vc不高而又能形成连续切屑时,刀具切削刃附近常常粘着一块剖面呈三角形的硬块,称为积屑瘤,其高度Hb受vc影响,Hb越高,使得实际前角越大,导致切削力越小。vc<20m/min时,随vc的升高CONTROL ENGINEERING China版权所有,Hb逐渐升高,使Fc逐渐减小,在vc=20m/min附近,Hb升至最高,使Fc出现极小值;在20m/min <vc<30m/min时,随vc的升高CONTROL ENGINEERING China版权所有,Hb逐渐减低,使Fc逐渐增大CONTROL ENGINEERING China版权所有,在vc=30m/min附近,Hb逐渐减低至零,即积屑瘤消失,使 Fc出现极大值;而后在vc>30m/min时,随vc的升高CONTROL ENGINEERING China版权所有,再无积屑瘤出现,Fc缓慢减小。
3实验中的问题
一般通过车削实验得到图1中的曲线,但车削中vc由式(1)计算而得。
 (1)
(1)
式中 d——工件直径(mm);
n——主轴转速(r/min)。
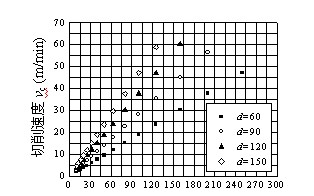
由式(1)可知,实验中d越来越小,使vc受到影响,工件直径不能过小,否则会因刚度不足而产生振动。n是在机床上通过转速手柄调节传动齿轮实现的一系列转速。例如CA6140车床主轴有10、12.5、16、20、25、32、40、50、63、80、100、125、160、200、250、 320、400、450、500、560、710、900、1120及1400 r/min共24级转速。而驼峰曲线中的极值点只出现在vc<40~50m/min的情况下。图2给出了工件直径对切削速度的影响。不难看出,受工件直径影响,齿轮配合的有级调速时,当20m/min <vc<50m/min时,只有4~5个数据点,不容易恰好得到“驼峰”中的极值点。故此需要对机床主轴进行无级调速,使切削速度连续变化,从而得到驼峰曲线中的极值点。
 2025 Raythink燧石红外热像仪有奖试用
2025 Raythink燧石红外热像仪有奖试用.jpg) 立即获取Fluke在线红外热像仪解决方案白皮书
立即获取Fluke在线红外热像仪解决方案白皮书 2025电子及半导体智能制造创新高峰论坛
2025电子及半导体智能制造创新高峰论坛.jpg) 电机与变频驱动故障排除白皮书免费下载
电机与变频驱动故障排除白皮书免费下载.jpg) 每个联接都经得起时间考验-Moxa有奖调查
每个联接都经得起时间考验-Moxa有奖调查